


產品描述

一、概述
1.1 NS336材料牌號 NS336。
1.2 NS336相近牌號 GH3625(GH625)(中國),UNS NO6625(美國)、NC22DNb(法國)、 W.Nr.2.4856(德國)。
1.3 NS336材料的技術標準
GJB 3317-1998《航空用高溫合金熱軋板規范》
Z9-0104-1990《GH625合金板材技術條件》
Z9-0105-1990《GH625合金棒材技術條件》
Q/3B 4077-1992《GH625合金棒材》
Q/3B 4078-1992《GH625合金板材》
Q/3B 4080-1992《GH625合金管材》
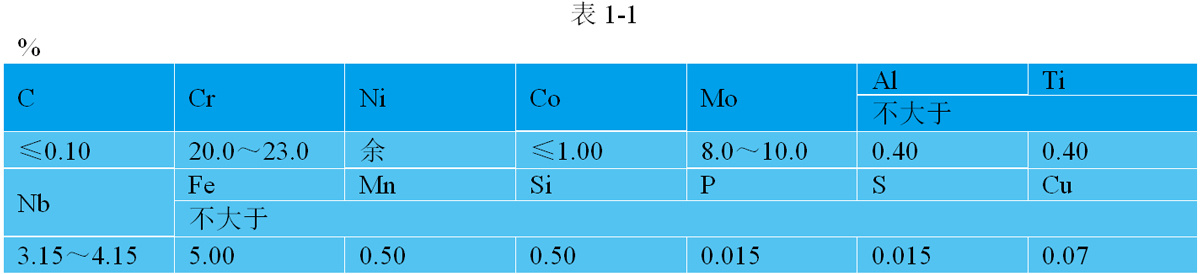
1.4 NS336化學成分 見表1-1。
1.5 NS336熱處理制度 棒材:950~1030℃,空冷或水冷;或1090~1200℃,空冷或水冷固溶處理。板材:950~1030℃,空冷;或1090~1200℃,空冷。管材:推薦退火溫度:960~1030℃,空冷或水冷。
1.6 NS336品種規格與供應狀態 可供應d25~80mm的棒材和δ0.8~10.5mm的板材,也可供應d6~40mm的無縫(焊)管。棒材不經熱處理但以車光或磨光狀態交貨;板材經固溶、精整后供應;管材經固溶、酸洗(或光亮退火)后供貨。
1.7 NS336熔煉與鑄造工藝 合金采用真空感應爐熔煉加電渣重熔或真空感應爐加真空電弧重熔工藝生產。
1.8 NS336應用概況與特殊要求 該合金用于制造發動機機匣、導向葉片、安裝邊和筒體、燃油總管等零部件,已通過實際應用考核,最高使用溫度為950℃;合金在550~700℃長期使用后有一定的時效硬化現象,導致合金塑性有一些下降。
二、NS336物理及化學性能
2.1 NS336熱性能
2.1.1 NS336熔化溫度范圍 1290~1350℃[1]。
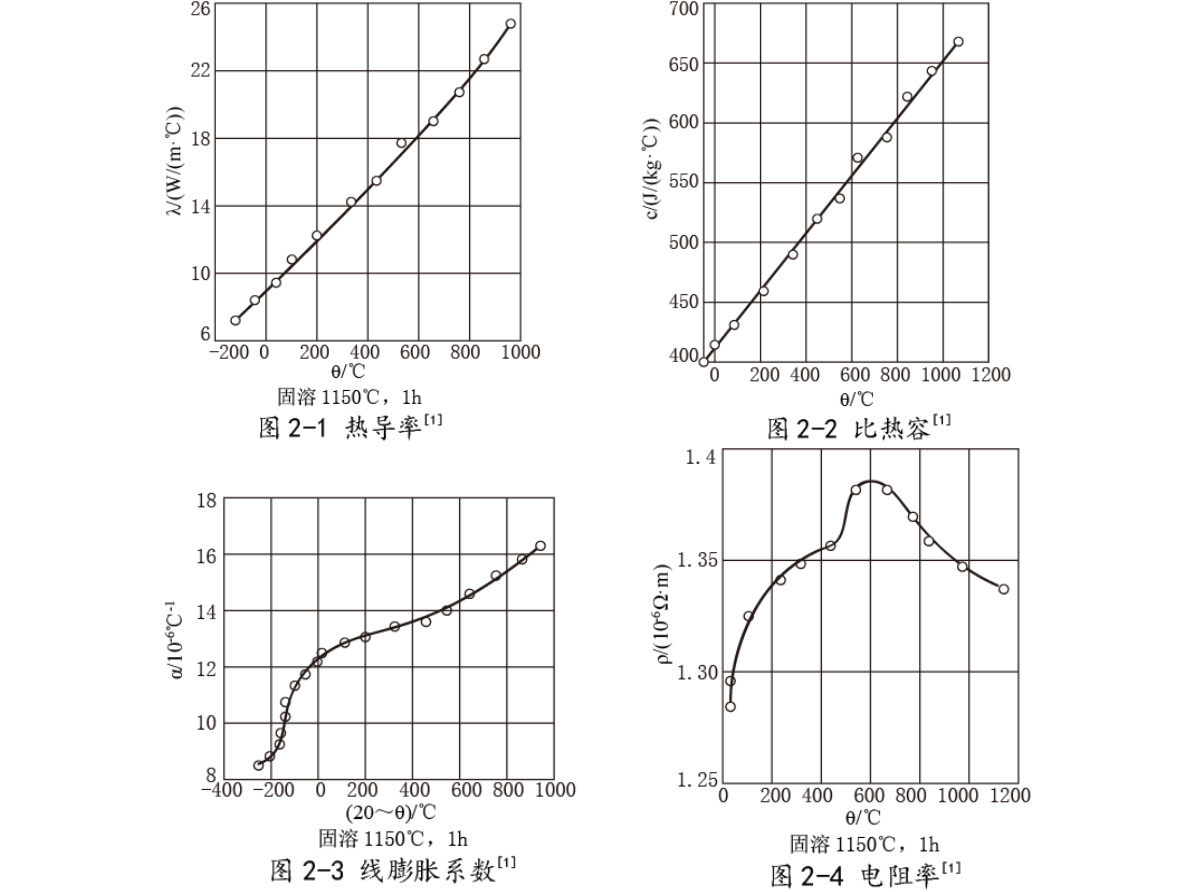
2.1.2 NS336熱導率 見圖2-1。
2.1.3 NS336比熱容 見圖2-2。
2.1.4 NS336線膨脹系數 見圖2-3。
2.2 NS336密度 ρ=8.44g/cm3。
2.3 NS336電性能 合金電阻率見圖2-4。
2.4 NS336磁性能 合金無磁性。
2.5 NS336化學性能
2.5.1 NS336抗氧化性能 合金具有優良的抗高溫氧化性能,高溫下在空氣介質中循環氧化后合金的重量變化見表2-1。

注:光滑試樣是指6.4mm×100mm×300mm焊有圓形焊縫的平板試樣,焊前在980℃退火。帶縫隙的試樣是指用32mm的纖維墊圈以螺栓固定在板面中心。
三、NS336力學性能
3.1 NS336技術標準規定的性能 見表3-1。

① 標準Z9-0105-1990。 ②標準Z9-0104-1990和GJB 3317-1998。
四、NS336組織結構
4.1 NS336相變溫度
4.2 NS336時間-溫度-組織轉變曲線
4.3 NS336合金組織結構 合金在固溶狀態的組織為奧氏體基體和少量的TiN、NbC、和M6C相,經650~900℃長期時效后,所析出的相為γ"、δ、M23C6和M6C。在650~700℃長期時效后主要析出γ",使合金室溫、高溫強度明顯提高,塑性有所下降,但仍保持較高水平;780~850℃時效后主要析出δ相,雖然強度有所提高,但合金塑性下降較多。900℃時效后只有少量的析出相,因此力學性能與固溶狀態相近。δ相為正交結構片狀Ni3Nb,并以針狀魏氏體組織存在[1,7]。
五、NS336工藝性能與要求
5.1 NS336成形性能 合金的冷熱成形性能良好。鋼錠鍛造加熱溫度為1120℃,開鍛溫度不低于1030℃,停鍛溫度不低于930℃;模鍛時,最終變形量應不小于15%~20%。軋制加熱溫度為1120~1160℃,開軋溫度不低于1050℃,停軋溫度不低于930℃,薄板冷軋半成品變形量為25%~30%,成品變形量不小于30%。中間及成品淬火溫度為1100℃±10℃[1,8]。
5.2 NS336焊接性能 合金焊接性能良好,可在保護氣氛下用鎢極或本合金作添料進行氬弧焊接,也可用釬焊連接及電阻縫焊。
5.3 NS336零件熱處理工藝 消除應力:900℃;退火:930~1040℃,1h;固溶處理:1090~1200℃,空冷或水冷。當合金在不高于650℃工作時,可根據要求采用熱軋、冷軋或退火狀態的材料。當工作溫度在650℃以上時,對要求具有較好的疲勞性能和抗拉強度的零部件可采用退火工藝,對要求具有較好蠕變和持久性能的零件可采用固溶處理。
5.4 NS336表面處理工藝 除去合金表面氧化皮時先堿洗,再在硝酸-氫氟酸-水溶液中酸洗。
5.5 NS336切削加工與磨削性能 應采用硬質合金或高速鋼刀具。所用切削工具應具有正前角。高速切削加工時推薦用水基冷卻液,低速切削加工時推薦用較粘稠的冷卻液。
關鍵詞:
相關產品
在線留言
上海康晟航材科技股份有限公司